ОСТ 36-146-88 Опоры стальных технологических трубопроводов на Ру до 10МПа — Технические условия
«Завод креплений трубопроводов» изготавливает опоры в соответствии с техническими условиями ОСТ36-146-88 и по чертежам разработанным конструкторским отделом предприятия.
Данный стандарт разработан для прокладки стальных трубопроводов с условным рабочим давлением Ру до 10 МПа и установки их на опоры типов:
Стандарт не допускает использование данных опор для трубопроводов ТЭС; АЭС, трубопроводов с хладагентами.
Год разработки: 1988.
Дата ввода в пользование: 01 января 1989 года.
Статус: действует.
Классификатор опор:
| Дн трубопровода, мм | Тип — исполнение. | Тип Применения |
|---|---|---|
| Тавровые приварные — ТП | ||
| ≤ 45 | ТП – АС00 (АС10) | П; Н |
| 57-89 | ТП – АС11 (А21); АС11 (АС21) | П |
| ТП – АС12 (А22); АС12 (АС22) | П; Н | |
| 108-159 | ТП – Б12 (Б22); Б12 (БС22) | П; Н |
| Тавровые хомутовые — ТХ | ||
| ≤ 45 | ТХ– АС00 (АС10) | П; Н |
| 57-89 | ТХ– АС11 (А21); АС11 (АС21) | П |
| ТХ – АС12 (А22); АС12 (АС22) | П; Н | |
| 108-159 | ТХ – Б12 (Б22); Б12 (БС22) | П; Н |
| Корпусные приварные — КП | ||
| 57-630 | КП – А11 (А21); АС11 (АС21) | П |
| 57-159 | КП – А11 (А21); АС11 (АС21) | Н |
| 57-1420 | КП – А12 (А22); АС12 (АС22) | П; Н |
| 57-1420 | КП – А13 (А23); АС13 (АС23) | П; Н |
| 219-1420 | КП – Б12 (Б22); БС12 (БС22) | П; Н |
| 219-1420 | КП– Б13 (Б23); БС13 (БС23) | П; Н |
| Корпусные хомутовые — КХ | ||
| 57-630 | КХ – А11 (А21); АС11 (АС21) | П |
| 57-159 | КХ – А11 (А21); АС11 (АС21) | Н |
| 57-630 | КХ – А12 (А22); АС12 (АС22) | П; Н |
| 57-630 | КХ – А13 (А23); АС13 (АС23) | П; Н |
| Трубчатые — ТР | ||
| 57-630 | ТР — А1 (А2) | П |
| 57-630 | ТР — Б1 (Б2) | Н |
| Швеллерные приварные — ШП | ||
| 57-820 | ШП — А1 (А2) | П; Н |
| Уголковые приварные — УП | ||
| 1020-1420 | А ; Б (с подушкой)| | П; Н |
| Хомутовые бескорпусные — ХБ | ||
| Исп. А — 25-530; Исп. В — 25-159 | А ; В | П |
| Исп. Б — 25-530; Исп. Г — 25-159 | Б ; Г | Н |
| Трубчатые крутоизогнутых отводов — ТО | ||
| 57-630 | ТО — А1 (А2) | П; Н |
| Вертикальных трубопроводов приварные — ВП | ||
| 57-1420 | ВП — А1 (А2); АС1 (АС2) ; Б1 (Б2); БС1 (БС2) | П |
| Катковые направлящиие — КН | ||
| Исп.А11; АС11 57-630 | А11; АС11; А12; АС12 | П |
| Исп.А12; АС12 57-1420 | А11; АС11; А12; АС12 | |
| 57-1420 | А13 ; АС13 | |
| Б12; БС12; Б13; БС13 | ||
| Х11; ХС11; Х12; ХС12 | ||
| Х13; ХС13 | ||
Примечания.
Буква C в исполнении — сварное исполнение опор.
Первая цифра в исполнении — высоту опоры от основания опоры до основания трубы.
Вторая — размер основания опоры.
В обозначениях опор ШП и ВП цифра указывает длину опоры.
Буква (П.) — указывает на подвижную, (H.) — на неподвижную по применяемости опору.
Теоретическая мааса опор ОСТ 36-146-88 со сварными корпусами на 2-3% больше указанных в прайсах.
Упоры применяются для неподвижных, а также подвижных опор типов KX, KH для трубопроводов свыше Дн 325мм.
Обращаем Ваше внимание: Упоры не входят в стандартную комплектацию и заказываются отдельной позицией. Просим быть внимательными при составлении запроса.
Для изготовления упоров следует использовать ту же марку стали из которой изготовлен и трубопровод.
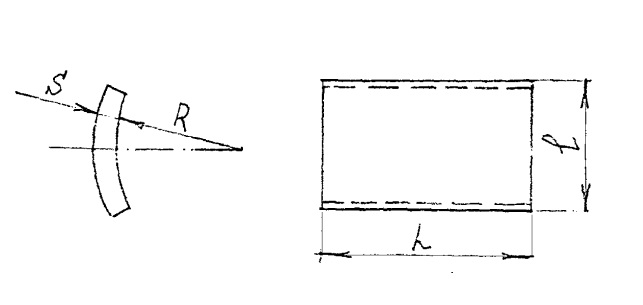
Рис.1 Упор.
| Наружный диаметр трубопровода Дн, мм. | R, мм | l, мм. | S | L | Длина развертки упора | Теоретическая масса, кг | |
|---|---|---|---|---|---|---|---|
| 18 | 9 | 11 | 6 | 30 | 12 | 0,02 | |
| 25 | 13 | ||||||
| 32 | 16 | 19 | 20 | 0,04 | |||
| 38 | 19 | ||||||
| 45 | 23 | 24 | 25 | 0,05 | |||
| 57 | 29 | 33 | 8 | 40 | 35 | 0,1 | |
| 76 | 38 | ||||||
| 89 | 45 | 34 | |||||
| 108 | 54 | 48 | 50 | 0,14 | |||
| 133 | 66 | 71 | 10 | 75 | 0,26 | ||
| 159 | 80 | 72 | |||||
| 219 | 110 | 97 | 12 | 50 | 100 | 0,52 | |
| 273 | 136 | 98 | |||||
| 325 | 162 | ||||||
| 377 | 188 | 99 | 60 | 0,62 | |||
| 426 | 213 | 14 | 120 | 1,45 | |||
| 530 | 265 | ||||||
| 630 | 315 | 100 | |||||
Длина опор ТП, ТХ, КП, КХ зависит от величины тепловых перемещений, чем больше перемещение, тем длиннее опора:
(1) При максимальном перемещении до 90мм – длина 170мм.
(2) При максимальном перемещении до 250мм – длина 340мм.
(3) При максимальном перемещении до 600мм – длина 680мм.
Для изготовления хомутовых опор типа КХ и ТХ ОСТ36-146-88 применяются полухомуты, размеры приведены в таблице ниже:
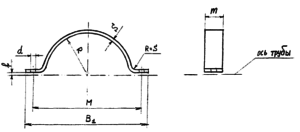
Рис.2 Полухомут.
| Наружный диаметр трубопровода ДН | m, ширина полухомута | S, толщина | B1 | М | d | f | Длина развертки | Масса, кг. |
|---|---|---|---|---|---|---|---|---|
| 18 | 30 | 4 | 85 | 55 | 14 | 3 | 95 | 0,08 |
| 25 | 91 | 61 | 87 | 0,09 | ||||
| 32 | 98 | 68 | 106 | 0,11 | ||||
| 38 | 104 | 74 | 116 | 0,12 | ||||
| 45 | 112 | 82 | 128 | 0,13 | ||||
| 57 | 40 | 6 | 142 | 102 | 4 | 161 | 0,33 | |
| 76 | 160 | 120 | 190 | 0,39 | ||||
| 89 | 179 | 139 | 6 | 212 | 0,44 | |||
| 108 | 50 | 8 | 200 | 160 | 18 | 241 | 0,83 | |
| 133 | 250 | 200 | 8 | 301 | 1,04 | |||
| 159 | 275 | 225 | 345 | 1,19 | ||||
| 219 | 60 | 10 | 365 | 305 | 23 | 10 | 464 | 2,40 |
| 273 | 420 | 360 | 549 | 2,84 | ||||
| 325 | 470 | 410 | 628 | 3,25 | ||||
| 377 | 525 | 465 | 713 | 3,69 | ||||
| 426 | 575 | 515 | 790 | 4,09 | ||||
| 530 | 70 | 12 | 705 | 635 | 27 | 12 | 974 | 7,06 |
| 630 | 805 | 735 | 1131 | 8,20 |
При наличии угловых деформаций рекомендуется использовать хомутовые опоры.
В случае необходимости, проектная организация может включить в комплект опор, подушки или накладки.
Основные параметры:
Опоры ОСТ. 36-146-88 используются для крепления труб (углеродистая; низколегированная сталь) Дн18-1420мм с температурой транспортируемой среды 0-450°C и условным рабочим давлением до 10 Мпа. Допустимая температура окружающей среды до -70°C.
Табличные данные допускаемых осевых и боковых нагрузок рассчитаны при отсутствии внешних изгибающих моментов.
Условное обозначение: Опора – Наружный диаметр трубопровода-Тип-Исполнение-сталь(материал)-ОСТ 36-146-88.
Технические требования:
Опоры изготавливаются в соответствии с требованиями ОСТ 36-146-88 по деталировочным чертежам, разработанным и утвержденным ООО «Завод креплений трубопроводов».
Качество деталей опор подтверждается паспортом качества ООО «Завод креплений трубопроводов». Качество и свойства материала подтверждается сертификатами заводов изготовителей материалов.
«Завод креплений трубопроводов» изготавливает сварные корпуса опор ОСТ 36-146-88 взамен штампованных, гнутых по предварительной договоренности с заказчиком.
Крепеж: Болты ГОСТ 7798-70, класс прочности от 4,6. Гайки ГОСТ 5915-70, класс прочности от 4.
Изготовление опор возможно из материалов по другим стандартам или ТУ при условии соблюдения в них требований не уступающих указанным в ОСТ 36-146-88.
Отклонение стенок корпуса относительно основания не должно превышать 1 мм на 100 мм высоты.
Вырез для спутника в опорах ОСТ 36-146-88 изготавливается по договорённости с заказчиком и обозначается буквой «В» в обозначении.
Крепежные отверстия в плитах опор типов ТО и ТР изготавливаются по предварительной договоренности с заказчиком.
Стандартная защита опор ОСТ 36-146-88 выполняется грунтом ГФ-021. По согласованию с заказчиком возможно нанесение других защитных покрытий – Унипол; Алпол; Цинол; Горячее цинкование; Термодиффузионное цинкование; Армакот; ПФ-115 и другие антикоррозийные покрытия.
Резьбовые части деталей опор, обрабатываются консервационной пушечной смазкой ГОСТ 19537-83 или эквивалентной.
На мощностях Завода креплений трубопроводов изготавливаются корпусные, хомутовые, вертикальные и катковые опоры с подушками и накладками по запросу заказчика.
Кромки деталей опор притупляются.
Комплектность опор указана в чертежах, разработанных Заводом креплений трубопроводов.
Опоры принимаются отделом ОТК завода-производителя.
Детали опор принимаются партиями. За партию принимается объем заказа, но не более 200 единиц одной детали.
Для определения качества производится отбор трех процентов опор от объема изготовленного заказа, но не менее пяти штук.
В случае обнаружения некачественной продукции по какому-либо критерию даже на одной опоре, производится повторный контроль по данному критерию на опорах в количестве, превышающем первичный контроль в два раза. В случае обнаружении брака первичного осмотра при повторном контроле, весь объем заказа подлежит приемке поштучно.
Качество кромок деталей, поверхности (трещины, задиры, раковины, пузыри, накаты), сварных швов (грязь, окалина, шлак, брызги), защиту от коррозии резьбовых частей проверяют визуально не используя дополнительного оборудования.
Маркировка опор производится следующим образом: на внешнюю поверхность опоры наносится информация содержащая обозначение, наименование и (при наличии) товарный знак, способом, гарантирующим сохранность нанесенной информации во время транспортировки и хранении.