ОСТ 34 256-75 — ОСТ 34 300-75 Опоры и подвески станционных трубопроводов низкого давления — Ру≤40кгс/см2 (4 МПа)
«Завод креплений трубопроводов» изготавливает опоры неподвижные и подвижные (скользящие и катковые), втулки для прохода через крышу и перекрытия и подвески жесткие и пружинные для трубопроводов с наружным диаметром Дн от 57 до 1420 мм по техническим требованиям ОСТ 34 279-75 и чертежам следующих стандартов:
ОСТ 34 256-75
ОСТ 34 257-75
ОСТ 34 258-75
ОСТ 34 259-75
ОСТ 34 260-75
ОСТ 34 261-75
ОСТ 34 262-75
ОСТ 34 263-75
ОСТ 34 264-75
ОСТ 34 265-75
ОСТ 34 266-75
ОСТ 34 267-75
ОСТ 34 268-75
ОСТ 34 269-75
ОСТ 34 270-75
ОСТ 34 271-75
ОСТ 34 272-75
ОСТ 34 273-75
ОСТ 34 274-75
ОСТ 34 275-75
ОСТ 34 276-75
ОСТ 34 277-75
ОСТ 34 278-75
ОСТ 34 280-75
ОСТ 34 281-75
ОСТ 34 282-75
ОСТ 34 283-75
ОСТ 34 284-75
ОСТ 34 285-75
ОСТ 34 286-75
ОСТ 34 287-75
ОСТ 34 288-75
ОСТ 34 289-75
ОСТ 34 290-75
ОСТ 34 291-75
ОСТ 34 292-75
ОСТ 34 293-75
ОСТ 34 294-75
ОСТ 34 300-75
В отличие от ранее действовавших нормалей в настоящий сборник отраслевых стандартов включены новые прогрессивные конструкции следующих изделий:
Блоки шариковые для пружинных опор с использованием изобретения «Каретковая опора для трубопроводов»
Опоры бугельные подвижные и неподвижные.
Новые конструкции бугельных неподвижных опор обеспечивают крепление трубопровода тремя линейными двухсторонними жесткими связями и тремя угловыми упругими связями, что в значительной мере разгружает опорную конструкцию от влияния крутящих моментов и снижает жесткость трубопровода.
Бугельная опора предпочтительна и в качестве подвижной, так как она обеспечивает параллельность сопрягаемых поверхностей (основания опоры и опорной плиты) независимо от степени тепловой деформации трубопровода, то есть более высокую надежность в процессе эксплуатации.
Опоры труб гнутых ТВЧ.
Скользящие направляющие опоры не включены в настоящий сборник стандартов, так как, широко применявшиеся проектными организациями для ограничения поперечных перемещений трубопроводов в горизонтальной плоскости, такие опоры (МВН 136-63; МВН 137-63; МВН 140-63; МВН 148-63; МВН 169-63; МВН 9136-64; МВН 9169-64) работают неудовлетворительно, что явствует из обследований эксплуатации паропроводов, проведенных ОРГРЭСом.
Для ограничения поперечных перемещений паропроводов ОРГРЭС рекомендует предусматривать на паропроводе две рядом стоящие скользящие опоры, расположенные во взаимно перпендикулярных плоскостях, как показано на Рис.1.
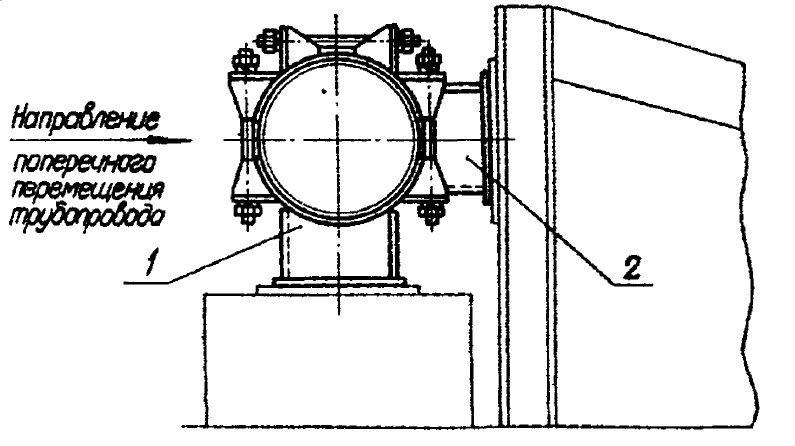
Рис.1 Опора 1, воспринимающая массу участка трубопровода и опора 2,
ограничивающая поперечное перемещение, могут быть установлены вплотную друг к другу.
Опоры хомутовые и бугельные предусмотрены для трубопроводов с давлением среды Ру от 25 до 40 кгс/см2 и температурой от 300 до 425°С, а при наличии крутящих моментов и для трубопроводов Ру 10 до 25 кгс/см2 с температурой среды до 300°С.
Хомутовые опоры применены для трубопроводов малых диаметров Дн 57 — 159мм, а бугельные для трубопроводов больших Дн 219 — 1420мм.
В отличие от опор, применявшихся ранее, где длина шпилек и хомутов превышала диаметр трубы в 1,5 – 3 раза, шпильки у принятых к стандартизации бугельных опор значительно короче.
Для труб малых диаметров в новой конструкции опор длина шпилек составляет около 0,8 Дн, а больших диаметров (Дн ≥ 530мм) в пределах 0,4 Дн. Это сводит к минимуму вероятность ослабления затяга шпилек и хомутов, так как изменение этих длин при нагреве практически мало будет отличаться от изменения при этом диаметра трубы. Для увеличения степени надежности работы опор (особенно неподвижных) и обеспечения затяга соединения применены шайбы пружинные по ГОСТ 6402-70.
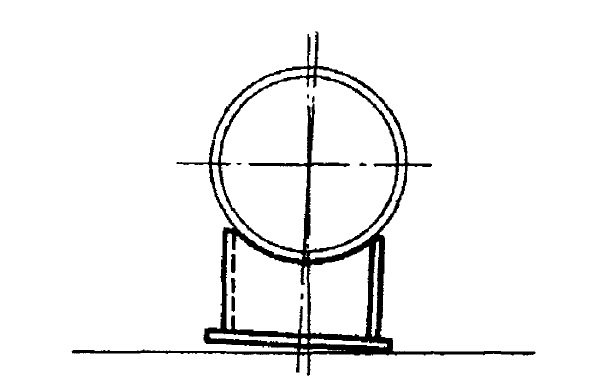
Рис.2 Опора скользящая приварная. Параллельность сопряжения поверхностей скольжения здесь нарушена
в результате угловой деформации трубопровода.
Приварная скользящая опора в результате угловой тепловой деформации трубопровода (Рис.2) работает неудовлетворительно.
Катковая опора, в случае применения ее в сочетании с приварной скользящей опорой, ненадежна в эксплуатации.
При тепловом расширении трубопровода, в результате угловой деформации его, основание опоры будет сопрягаться с катком не по всей его длине, а только в одной точке (боком).

Рис.3 Опора катковая у которой параллельность между основанием опоры и катком нарушена
в результате угловой деформации трубопровода, что ведет к вмятинам, перекосу и защемлению катков.
Это меняет картину перемещений, приводит к перекосу, заклиниванию, местному смятию, сбрасыванию катков с опорных плит и поломкам.
Поэтому, там, где под влиянием температуры среды могут иметь место угловые деформации трубопровода, для опор, скользящих и катковых следует применять опоры хомутовые и бугельные.
ОСТ 34 279-75 Опоры и подвески станционных трубопроводов Ру≤40 кгс/см2 (4МПа).
Технические требования.
Типы, основные размеры и пределы применения опор и подвесок должны соответствовать действующим стандартам на эти опоры и подвески, утвержденным в установленном порядке.
При изготовлении опор и подвесок применять материалы в соответствии с указаниями в стандартах.
Качество и основные характеристики стали и сварочных материалов должны быть подтверждены заводом-поставщиком этих материалов соответствующими сертификатами.
Перед запуском в производство листовой и сортовой прокат должны быть выправлены.
Выполнение заготовок деталей может производиться механической или газовой резкой.
Длина развертки заготовок уточняется в процессе производства.
На поверхности деталей не допускаются плены, пузыри, трещины, закаты, задиры, раковины и брызги металла от сварки и резки.
Отверстия в деталях опор и подвесок выполняются сверлением или продавливанием.
Для крепления изоляции, к стенкам корпуса опор привариваются стержни из проволоки, при этом число прихваток должно быть не менее двух.
Все сварочные работы, размеры и шероховатость поверхности должны выполняться в соответствии с указаниями отраслевых стандартов и настоящих технических требований. Острые кромки должны быть притуплены.
При рубке заготовок круглого профиля, идущих под сварку, допускаются вмятины концов длиной до 0,3 d, глубиной до 0,1 d и скалывание (скос) торцов не более 0,1 d.
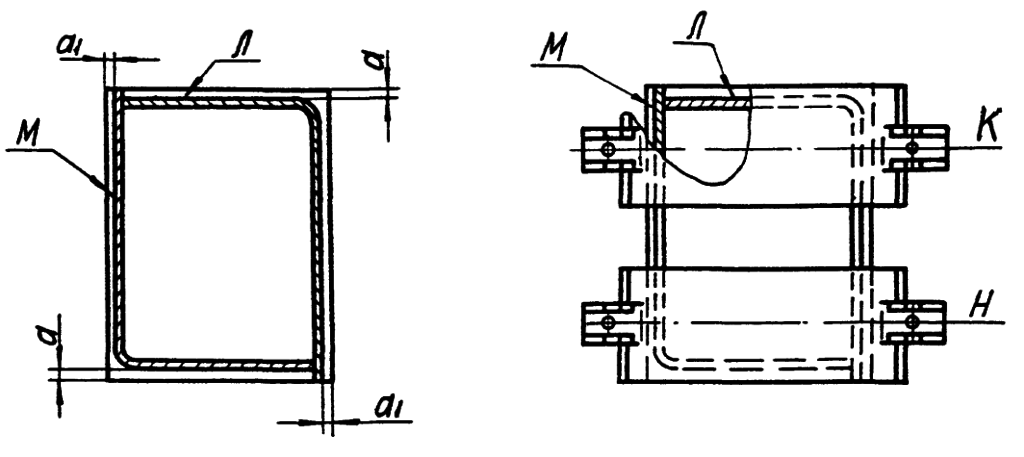
При сборке угольников с основанием корпуса опоры размеры a и a1 должны быть выдержаны такими, чтобы обеспечивать возможность выполнения сварных швов с величиной катетов, указанной в стандартах:
Неперпендикулярность плоскости Л к плоскости М должна быть не более 0,4мм на длине 100мм.
Непараллельность осей К и Н бугелей корпусов опор относительно поверхностей Л должна быть не более 1,0мм.
В корпусах хомутовых и бугельных опор допускается отклонение по радиусу:
при R от 55 до 80мм – Ꮄ = 1мм,
при R от 110 до 316мм – Ꮄ = 1,5мм и
при R от 55 до 80мм – Ꮄ = 1мм,
при R ≥ 614мм – Ꮄ = 2,5мм.
Непараллельность поверхностей П подушки или бугеля относительно поверхности С основания корпуса должна быть не более 0,4мм на длине 100мм.
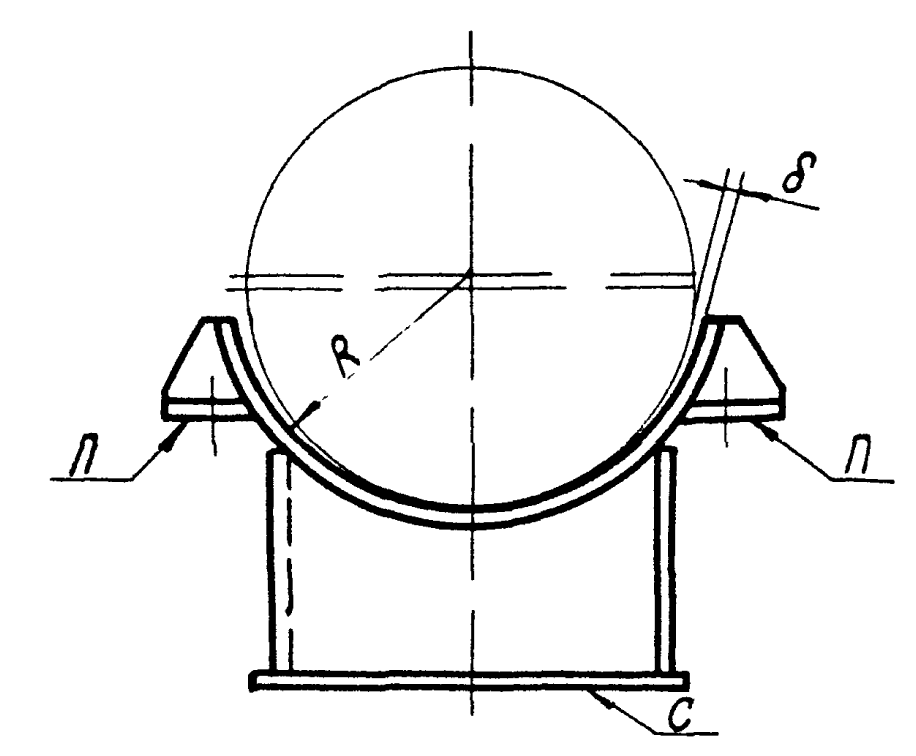
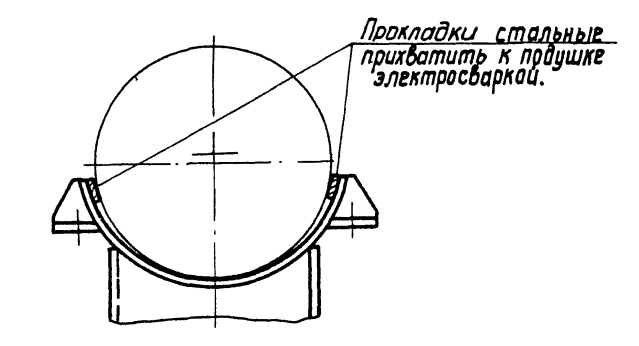
Когда в результате минусового отклонения наружного диаметра трубопровода зазор Ꮄ превышает величины, указанные в п.1.13, между трубой и подушкой или бугелем следует устанавливать прокладки (с двух сторон) из стальных полос соответствующей толщины.
Допуски и посадки на размеры поверхностей деталей подвергающихся механической обработке должны соответствовать ОСТ 1013, 1014 и 1015. Свободные размеры необрабатываемых поверхностей выполнить по 9-му классу точности по ОСТ 1010* и ГОСТ 2689-54*.
Резьба на деталях должна соответствовать среднему полю допусков по ГОСТ 16093-70*, сбег резьбы по ГОСТ 10549-63*.
Резьба должна быть чистой. Заусенцы, смятые и сорванные нитки не допускаются.
При обработке хомутов и тяг на полуавтоматах разрешается длину резьбы выполнить с допускаемым отклонением плюс 10мм.
На катках катковых опор допускаются технологические центры.Забоины на поверхностях качения катков, шариков и плит не допускаются.
Катки собранных катковых обойм (и катки в отдельности) должны свободно и легко перекатываться по направляющим опорных плит без заедания и перекосов.
Шарики должны свободно проворачиваться в гнездах сепаратора.
Пружины должны быть выполнены в соответствии с сортаментом и техническими требованиями по ОН 24-3-188-67.
Сварку производить электродом типа Э42 по ГОСТ 9467-60.
При применении автоматической и полуавтоматической сварки, металл шва должен соответствовать типу электрода, предусмотренного для ручной сварки.
Сварные швы должны быть равнопрочны основному металлу.
Поверхности деталей, подлежащие сварке, должны быть очищены от окалины и загрязнений.
Запрещается приступать к сварке деталей опор и подвесок, не принятых ОТК.
К проведению сварки допускаются только сварщики, имеющие удостоверение соответствующей квалификации.
Края швов свариваемых деталей должны плавно сопрягаться с основным металлом, без резких переходов, подрезов и наплывов.
На поверхности сварного шва и в местах перехода не допускаются трещины, подтеки, ноздреватость и пористость, а также непровары начала и конца сварных швов. Все кратеры сварных швов должны быть тщательно заварены.
Контроль качества сварки производится внешним осмотром и обмером катетов швов. В случае обнаружения некачественной сварки дефектная часть шва удаляется вырубкой и заваривается вновь. Исправление дефектов сварки путем подчеканки не допускается.
Приварка упоров к трубопроводам во время монтажа должна производиться в соответствии с монтажными конструкциями по сварке, составленными с учетом требований «Правил устройства и безопасности эксплуатации трубопроводов пара и горячей воды» Гостехнадзора СССР.
Режимы нагрева при изготовлении деталей, горячей обработкой, штамповкой или ковкой, а также при термообработке устанавливаются технологической документацией завода-изготовителя.
Опоры и подвески должны поставляться предприятием-изготовителем комплектно в собранном виде.
Отгружаемые потребителю опоры и подвески должны быть приняты отделом технического контроля предприятия-изготовителя.
Сварные швы приварки элементов опор и подвесок не должны пересекать сварные швы трубопроводов.
Маркировка, транспортирование и хранение.
На каждом изделии, согласно стандарту, должна быть нанесена клеймами или несмываемой краской маркировка
Товарный знак наносится клеймами.
Технологическая маркировка, имеющаяся на узлах и деталях, входящих в опору или подвеску в сборе, должна быть закрашена.
Способ нанесения маркировки должен обеспечивать отчетливую видимость ее в течении не менее одного года.
Предприятие-изготовитель должно гарантировать соответствие выпускаемых опор и подвесок требованиям настоящих стандартов и сопровождает каждую партию документом установленной формы, в котором указывается:
а) Министерство или ведомство, в ведении которого находится предприятие-изготовитель;
б) Наименование предприятия-изготовителя и его адрес;
в) Наименование и обозначение по чертежу типа опор или подвесок;
г) Номер и дата выдачи сертификата на материал конструкций;
д) Марка стали;
е) Количество и масса опор или подвесок;
ж) Номер настоящего стандарта;
При транспортировании и хранении опоры и подвески должны быть надежно защищены от механических повреждений и коррозии.
«Завод креплений трубопроводов» изготавливает и поставляет продукцию в соответствии с данными техническими требованиями.
На всю продукцию распространяется гарантия 12 месяцев с момента ввода в эксплуатацию, но не более 24 месяцев с момента поставки.
Вся продукция сопровождается паспортом качества завода «ЗКТ».
Скачать: Опоры и подвески. Технические требования ОСТ 34 279-75 (.pdf 1.5 Mb)